
February 15, 2010 (Vol. 30, No. 4)
With Capacity Issues Resolved, Firms Direct Attention to Quality, Timelines, and Cost
In the decade since severe capacity constraints limited monoclonal antibody (mAb) production, the industry has adjusted, so that today, overcapacity is the issue, along with developing techniques to ensure product quality, reduce development timelines, and decrease costs. Many of these issues will be explored next month at IBC’s conference on “Antibody Development and Production.”
The FDA is also championing a quality by design (QbD) approach to drug production—even for biologics. Biogen Idec and a few other companies are participating in a QbD pilot program with the FDA to develop a framework for applying that approach to biologics, according to Vince Narbut, director of quality technical systems at Biogen Idec.
The QbD approach strives to establish a more thorough knowledge of the linkage between process parameters and the desired quality attributes of the product being produced. “Through a combination of quality risk management and more comprehensive scientific studies, it is possible to achieve greater process control and product quality/consistency,” Narbut explains.
“By filing this information with the FDA it should, in concept, be possible to realize increased manufacturing flexibility, manifested by the ability to make process changes within the design space without additional regulatory approvals.” In contrast, the traditional approach requires a less developed understanding of the processes, but also provides less space for design modifications.
The trade-off, however, is that QbD requires more studies focused on quality attributes like structure activity relationship and preclinical studies, formal risk assessments of each attribute, as well as more comprehensive evaluations of process parameters, raw materials, and their effect on the process/product. “This approach takes significantly longer when first starting, but once optimized, should take about the same time as the traditional development approach,” Narbut explains.
Biogen Idec has used this product-development process for about two years. “It is implemented for one product developed in-house and is being incorporated into subsequent late-stage development processes. Our experience in the FDA pilot program will be used to determine if we will pursue QbD regulatory filings in the future.” Based on some initial FDA feedback, it is clear that significantly more process design detail and documentation will be required than is normally provided.
For companies considering adopting QbD for mAbs or other biologicals, Narbut advises them to start small. “Don’t plan a comprehensive QbD product-development effort without the internal resources and time to accommodate it.” As yet, “there are no detailed guidance documents and not much precedent. It may become more systematic if it catches on.”

Biogen Idec is participating in a quality by design pilot program with the FDA to develop a framework for applying that approach to biologics. (Mallinphoto.com)
ADC Technology
In the meantime, researchers are developing other approaches to improve mAb production. For example, Seattle Genetics has developed antibody-drug conjugate (ADC) technology that is highly stable and straightforward to manufacture.
Nathan Ihle, Ph.D., senior director of process chemistry, says that the approach uses standard methods to produce the antibody and well-established small molecule production methods to produce the synthetic drug and linker. “Our ADC technology is composed of a potent drug and a unique linker unit that is readily attached to an antibody,” and that linkage is what sets this ADC apart from others.
Seattle Genetics uses an enzyme cleavable linker that is reportedly stable in circulation several times longer than other linkers that have been used to attach drugs to antibodies. “Our linker is stable for seven to ten days,” Dr. Ihle adds, allowing the drug to be delivered to the targeted tumor cells.
In contrast, the hydrazone linker used by Wyeth, now part of Pfizer, in the commercial ADC product Mylotarg® and by Seattle Genetics’ first-generation ADC program, is stable for about two days, decoupling in the bloodstream to cause systemic toxicity.
“Our goal was to decrease the size of the tumor while having minimal impact on normal tissues. The key to doing that was to develop a stable linker,” Dr. Ihle notes.
Since developing this ADC technology, Seattle Genetics and its partners have applied it successfully to more than 200 antibodies. This technology has been licensed to several companies, most recently to GlaxoSmithKline and Astellas Pharma.
“We have developed a robust and reproducible system for producing ADCs using natural cysteines as the site of attachment. Additionally, our drug-linker system is synthetic and readily manufactured in large quantities. Our conjugation technology takes advantage of natural components of the antibody and so ensures a site-specific point of attachment.”
The company’s lead ADC is brentuximab vedotin (SGN-35), an investigational therapy to combat CD30+ lymphoma, which is in a Phase II trial. “Our goal is to report data from the pivotal trial in the second half of 2010 and submit to the FDA for approval in the first half of 2011,” Dr. Ihle says. Brentuximab vedotin recently was licensed by Millennium: The Takeda Oncology Company for commercialization outside the U.S. and Canada.
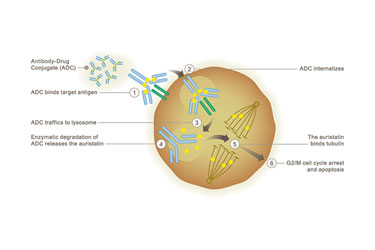
Seattle Genetics reports that its antibody-drug conjugate (ADC) technology empowers monoclonal antibodies by attaching them to cell-killing payloads.
Predictive Analytics
Improved analytics is helping ensure that the active pharmaceutical ingredient quality attributes of antibodies are identified as early as possible, determining both the desirable and undesirable characteristics, according to Thomas Rohrer, senior director ADC and biochemical technologies at Lonza.
Using protein aggregations as an example of an undesirable property that adds complexity to the purification process, Dr. Rohrer notes that Lonza has developed a software tool to accurately predict the aggregation propensity of proteins. Called AggreSolve™, “the tool can be used to screen product candidates or provide a rational basis for redesigning the primary sequence of the antibody or changing the conditions in the antibody modification and conjugation reaction to make aggregation less likely.
“The AggreSolve technology platform can extract information from the primary sequence by calculating solvent accessibility, structural preferences, aggregation propensity, and potential intermolecular interaction.” That information, he continues, makes it possible to predict potential stability and aggregation issues that may occur during antibody drug conjugate process development.
“We also have developed predictive scale-down models at milligram and gram scales to simulate the antibody modification and conjugation reactions. These models help reduce process-development costs and provide assurance that the large-scale process will meet the quality attributes necessary to prove clinical efficacy.”
According to Dr. Rohrer, Lonza currently has a small-scale model of an ImmunoGen process that is predictive of the large-scale product quality and overall process yield, he says. Therefore, “it is useful as a process-validation tool when investigating critical process parameters.”
Beyond modeling, Lonza is also improving the gene-expression system, methods used to ensure clonality, and screening techniques. “The single biggest issue has been the time taken to generate a clonally derived cell line suitable for product manufacturing.
“In the case of the GS Gene-Expression System™ used at Lonza, the selection of cells is sufficiently stringent to avoid the need for additional time-consuming rounds of amplification. Additionally, a suspension-adapted variant of CHO cells is used, which eliminates the time taken to adapt cells to chemically defined animal component-free suspension culture. The use of automated cloning systems and modified screening procedures have further reduced the time taken to generate cell lines from 60 to 30 weeks.”
In terms of reducing the cost of goods, Lonza has increased both capacity and scale. By advancing gene-expression technology and the design of its fed-batch systems, routine expression typically in the grams per liter range has occasionally exceeded 10 grams per liter, Dr. Rohrer says. Another approach is to reduce the need to manufacture large quantities of mAbs. For example, he says, when antibodies used for oncology therapies require receptor binding of compliment fixation to elicit apoptosis, the potency of antibody can be reduce 100-fold by conjugating it to a potent cytotoxic drug.
Overcapacity
In the early days, “most mAb therapies required high dosages,” recalls Günter Jagschies, Ph.D., senior director, R&D GE Healthcare Life Sciences. To meet those needs, bioreactor output improved about 10-fold, so that “optimized bioreactors today produce 3–4 grams per liter.” Currently installed capacity, combined with that being built, will yield a 120-ton capacity, which Dr. Jagschies says is sixfold more than is needed. Some new plants won’t be put into operation and “others are probably cancelling their building projects.”
Several companies are now building smaller facilities to reduce capital outlay and are working with contract manufacturing organizations as needed. But, for companies with excess capacity in existing facilities, the options are to use the space to produce other proteins in smaller scales, to use disposable setups, and to “bring in other products if you can,” Dr. Jagschies says, recognizing that production lines and bioreactors are not necessarily interchangeable.
“The issue of stainless steel versus disposable equipment is irrelevant.” Instead, flexibility is the issue. “You have to have several separate production lines and lines at different scales to hold different organisms, and to work in parallel. At 1,000 to 2,000 liters you can do that with roll-in/roll-out capacity.”
Bioreactor advances have created a bottleneck downstream where purification steps are not providing higher capacities from new resins. People take this into consideration, Dr. Jagschies continues, and are always looking for increased productivity with newly developed downstream tools, which can resolve capacity bottlenecks.
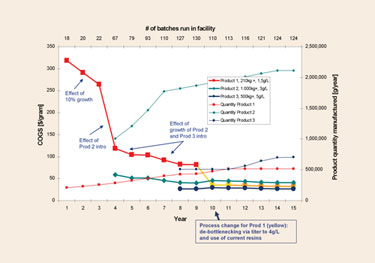
Typical multiproduct facility: cost reduction through gradual increase of utilization and process improvement (GE Healthcare)

