

GEN: One of the shortcomings of employing single use is the buildup of accumulated plastic waste. We asked representatives from several companies if their firms have a program for dealing with this challenge of increased plastics waste. If not, what solutions did they envision? Could the disposal issue represent such a costly obstacle that a firm might downgrade this component of its production chain?
HP: In reality the amount of plastic generated by companies employing single-use bioprocessing is a tiny fraction of the global worldwide plastic usage. The single-use bioprocess industry uses less than 0.1 % of the plastic resin produced globally. So, while it may appear to be a “mountain of plastic waste” at a plant level, it represents, in fact, an insignificant quantity compared to the global quantity of plastic used for packaging. In addition, in the biotechnology industry, this waste must be managed according to very strict regulations and waste treatment paths. It will therefore not end up wandering into the environment as is sometimes the case with plastics used by the consumer market.
We look clearly at waste management at the plant level and have effective plans and practices in place to reduce our environmental impact, but we do not manage end-user waste.
Waste is best managed at the local level according to local requirements. Plastics used in single-use systems are an excellent source of energy and they are more and more frequently processed in this fashion at the end of their life cycle. There are several examples of bioprocessing plants that have installed co-generation units in which they convert their plastics waste into energy (heat and electricity). There are currently many innovations ongoing in this area, which will improve the full life cycle management.
To our understanding it is unlikely that the disposal issue would be so costly that it could affect a firm’s decision to adopt single-use technology.
HA: At our largest single-use facility in the Bristol-Myers Squibb (BMS) network, which opened for operation at our flagship campus in Devens, Massachusetts, in early 2016, waste plastics generated in the manufacturing process are transported for off-site recycling through a partnership with a national environmental company. Through this program, single-use consumables and other plastic wastes generated across campus, including disposable gowning items, laboratory plastics, and warehouse wastes, are transformed into industrial-grade plastic. Since the program’s inception in January 2017, the BMS Devens site has diverted almost 400 tons of waste plastics for recycling.
AB: Our company began researching and working on potential solutions to the issue of waste handling a decade ago. This culminated in finding a recycling partner able to take the waste from single-use facilities, sterilize it, and manufacture new plastic products. To date, we have helped ten East Coast customers recycle more than 2,800 tons of single-use waste. Although this program is not easy nor cost effective to duplicate in other areas of the world, we are investigating alternative technologies. As more options become available, we are confident that both the financial and environmental costs associated with disposal should decrease.
AH: The use of single-use systems (SUS) in biomanufacturing should be viewed holistically and the benefits and drawbacks such as environmental impact must be weighed against each other carefully. The benefits of SUS especially in the emerging field of targeted therapeutics outweigh the environmental impact.
Compared to other industries, implementation of single use in bioprocessing has a positive impact on the environment, when compared to traditional bioprocesses, as established by a study carried out for GE by an independent third party.
Single-use equipment and devices are tightly retained after use. It is a regulatory requirement that polymeric materials are thermally utilized by being incinerated with the added benefit of energy production. This closes the loop and decreases the environmental impact to a low and overall acceptable level. Recycling of polymeric materials that were utilized in a biomanufacturing process are restricted due to their role as a potential biological hazard.
Nonetheless, we as suppliers take this seriously and are responsive. In the future, we envisage that products based on renewable resources are one possibility to further reduce the environmental impact of single-use technology. This has already been a research topic in our company and it is noteworthy that not all materials in single-use manufacturing are based on plastic. Membranes for sterilization-grade filtration, for example, can be produced from cellulose, an environmentally-friendly natural product.
Materials used in the construction of single-use bags are also carefully selected to minimize the impact on humans and the environment and to keep additives to the lowest amounts as far as technically possible while ensuring full compliance with pharmacopeias. Additionally, the films are primarily made of standard polymers, such as polyethylene and ethylene vinyl acetate, which are well known as recyclable materials.
GEN: Cross contamination is also an issue encountered in reusable purification technologies. What is your company’s strategy for minimizing the risk of cross contamination? If you are otherwise associated with the industry, what would be your recommendation?
HP: Cross contamination is not only associated with purification technologies but with all bioprocessing equipment which is reused. It does include piping, tanks, mixers, and bioreactors. As a supplier, we provide and continue to innovate in single-use technology.
This is why, when possible and appropriate and if facility design, scale of operation, and manufacturing technologies allow for it, we recommend single-use technologies to be used in biomanufacturing.
HA: Whether utilizing reusable or single-use items, it is extremely important to conduct a comprehensive risk assessment for cross contamination and/or concurrent manufacturing activities. BMS has conducted these risk assessments for each of our facilities and has implemented risk mitigation strategies.
The primary reusable purification technologies include chromatography columns and higher flow rate skids. Following each manufacturing campaign, the columns and skids are cleaned, and sampled to ensure removal of the previous product and are released for use by the Quality Assurance group. To accommodate the downtime during the cleaning and sampling, each facility has additional columns that are available in the queue for the next manufacturing campaign. Temporal controls are in place to segregate column packing and unpacking events. Chromatography resins are dedicated to specific products, but can be transferred for use at other facilities in our manufacturing network.
AB: The nature of single-use technology ensures that the risks of cross contamination are greatly reduced, if not eliminated. Single-use systems are designed to be closed operating systems, ensuring that external contamination does not impact the drug product being processed within the single-use system. In addition, single-use technologies are preconfigured operating systems that are used once and then disposed of, eliminating the possibility of cross contamination which is a risk associated with cleaning and providing sterility of reusable systems.
AH: Single-use technologies that are manufactured in a cleanroom environment and are pre-sterilized provide quality assurance of a minimal risk of cross contamination. The fact that the process utilizes single-use bags which are changed between batches, eliminates the risk of inter-batch cross contamination, or contamination from poorly managed cleaning and sterilization procedures. Single use also offers the ability to design more automated closed system processes, thus controlling drug production more securely and decreasing the risk of microbial contamination. There is a clear industry consensus about the quality improvement brought about by single-use systems in a drug process.
GEN: Stainless steel systems use substantially more energy for sterilization and cleaning but less for materials. If the cleaning energy budget could be reduced, then the two approaches would be competitive, at least in terms of energy expenditure.
Can you envision a way in which cleaning processes could be made more efficient in terms of energy expenditures and water utilization? But perhaps the cleaning process has reached the ultimate level of efficiency, in which case we’re stuck with high cleaning costs.
What are your views?
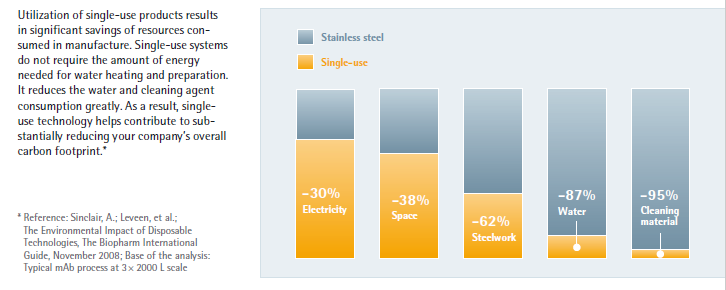
HP: The main driver for single use is not energy cost but elimination of cleaning, cleaning validation, and cross-contamination risk; as well as lower capital investment and speed to market. In addition, the current trend is to have stricter requirements for cleaning, which leads to more complex and expensive cleaning cycles, and more complex, time-consuming, and expensive cleaning validation. Finally, the chart below shows that single-use systems have a smaller environmental impact than stainless steel systems, which is the opposite of what can be thought at first sight.
Cleaning costs are not the driver for single use, but the risks associated with improper cleaning.
HA: At BMS, our strategy to utilize single-use equipment in our clinical manufacturing facilities (1000 L scale and 2000 L scale) was based primarily on speed of changeover to accommodate a strong pipeline. On average, both single-use facilities are producing drug substance for 8–10 different products a year. The number of campaigns would be reduced in a stainless steel facility due to cleaning, sampling, preventative maintenance, re-cleaning, and sterilization of the product contact vessels and associated transfer lines. Assuming 3–4 days for these activities to be completed, we would experience about one month of down time per year, or approximately the equivalent of a campaign.
There is a case to be made for hybrid facilities that utilize stainless steel for non-product contact equipment such as media and buffer preparation vessels, which often have reduced cleaning cycles, no product changeover, and no routine sterilization cycles prior to filtration. Additionally, these types of vessels may be more user friendly than their single-use counterparts in that they can accommodate faster filling rates, stronger mixers, and larger addition ports.
AB: Newer systems may employ more efficient cleaning regimens, but the costs of cleaning reagents, energy for clean water, and steam generation will not change dramatically. Single use was the solution to eliminate the costs associated with the use of reusable systems such as clean in place, steam in place, validation costs, in addition to the expense of the stainless steel system itself. It is not possible to eliminate the sterilization requirements for single-use or multiple-use systems. The supplier has now taken on the sterility burden by delivering the single-use system to the drug manufacturer, pre-sterilized and ready for use. However, single-use systems eliminate time and labor requirements from the drug manufacturer’s operation.
AH: Single-use technologies provide not only savings in cleaning expenses but have also been demonstrated to be safer, and smarter in terms of less expensive footprint costs and finally they are more environmentally friendly. Studies have demonstrated the overall savings of a single-use versus stainless steel process.
GEN: Leachables from plastics used in the manufacture of disposable bioprocessing units are a major risk factor and could obviate the advantages of disposable bioprocessing technologies. How do you recommend confronting this problem?
HP: Suppliers and end-users are working together on these subjects. It does include proper risk assessments, characterization of extractable profiles according to more standardized protocols to ensure the absence of undesirable elements (for example ICH Q3C and Q3D), toxicological assessments, and, if necessary, leachable studies. The guidance guidelines have matured significantly in the last few years, and they are now considered to be a clearly defined (even if quite complex) topic. In this respect, Pall Biotech is following the BPOG (Biophorum Operations Group) recommended protocol for extractable testing.
HA: Disposables implementation requires an in-depth material risk control strategy that starts well before the material arrives at the facility. At BMS, this strategy includes supply channel definition, establishing material release specifications based on both critical material attributes as well as critical process quality attributes, and material end-user validation. Having platform buffers and processes generally enable this strategy from a portfolio perspective.
It is also critical to understand the qualification process utilized by the disposable manufacturers for their own raw material suppliers, how the supplier classifies changes to their own manufacturing process, and when they notify the end-user of such changes. Therefore, to reduce risk, it is imperative to build a strong relationship with your suppliers that includes the elements mentioned above.
With respect to the potential for process additives including leachables, the BPOG Disposables Workstream’s “Best Practices Guide for Evaluating Leachables Risk From Polymeric Single-Use Systems Used In Biopharmaceutical Manufacturing” describes an excellent framework for evaluation. This whitepaper includes a risk assessment strategy that evaluates key parameters: distance along the process stream, exposure duration, exposure temperature, process stream characteristics, and the dilution ratio given process operating conditions. These parameters may be weighted based on end-user considerations. Once a risk rating is assigned to the disposable unit, the end-user may determine the need to conduct a study where leachables comprising trace metals, semi-volatile, volatile, and non-volatile organics are assessed under worst-case operating conditions of surface area to volume, time, and temperature using surrogate solutions or in-process streams. Leachables detected at the time of study execution must then be assessed for toxicological impact and risk to patient safety. If no risk to patient safety is determined, the disposable unit may then be considered validated for process utilization.
AB: Industry trade groups and consortiums, such as the Bio-Process Systems Alliance (BPSA) and the BPOG, are working in this area to ensure that users are receiving the information they need on extractables materials from plastic systems.
Our company has made investments in our component materials of construction and established process controls to ensure low risk for plastic extractables. We are an active participant with the BPOG workstream which is setting the standard for extractables testing in line with the needs of the pharmaceutical manufacturers. Moreover, we perform extractable testing to all of our construction materials in line with that standard, and we maintain ongoing collaborations with industry trade consortiums and customers to shape the face of drug production throughout the world.
AH: Twenty years ago, the issue of extractables and leachables from single-use equipment was basically a black box and nobody in the industry was able to foresee cases such as the cell-inhibiting leachable bDtBPP described by Hammond et al., at Amgen in 2013. This has changed tremendously and Amgen’s initiatives reduced the risk of leachables affecting process performance and quality of the drug product. Regulatory bodies responded by drafting guidelines and suppliers also did their homework. Products were developed using plastic materials with an optimized additive package suitable for their intended use or special modification by an optimized process such as platinum-cured silicone to reduce or avoid certain leachables. In addition, the biopharmaceutical industry had a steep learning curve and the knowledge about extractables and the quality of single-use product data has increased significantly recently. Having reasonable extractables data from the contact-material allows a detailed evaluation of potential leachables. A very positive trend which should be maintained is shared responsibility and strong collaboration between suppliers of raw materials, suppliers of single-use products, and the biopharmaceutical industry. Furthermore, the supply chain, assurance of supply, and raw material control has been improved by all sides.
All this is done to decrease the risk of leachables. This has resulted in a change in industry perception and leachables are no longer the single most critical reason that prevents single-use adoption. Although there is a theoretical risk that leachables can accumulate in a single-use system or single-use technology biopharma production, the opposite is commonly observed in real processes. Final products that came into contact with a huge amount of plastics contain little to no measurable amounts of leachables. This is because the purpose of a downstream process is to enrich and purify the target and this purification also works for leachables and other undesired compounds.
All the materials used in the construction and manufacturing processes are carefully selected and tested to reduce risks of leachates and their impact on target molecules. These two pillars have to be considered as a whole and need to be supported by a very mature change management process, both inside our company but also with our suppliers.
Sartorius has initiated investigations to better understand the “fate of leachables” in downstream processing. We are confident that a proper balance of sources and sinks of leachable is possible and will allow us to overcome the perception that leachables are a major problem for the use of single-use systems and technologies in biopharma production. To this end we encourage our customers to identify and qualify sinks of leachables in their processes to enable them to establish a workable mitigation concept.
GEN: At the 2000 L scale, reusable technology dominates. One of the issues is the problem of the use of pressure devices which plastic components may not be able to handle. Can you suggest any strategy to develop large scale single-use devices?
HP: The limitation of single-use technology above 2000 L scale has nothing to do with pressure. Single-use systems are typically not pressurized. Currently, 3000 L storage biocontainers and mixers are available. The limits are more linked to complexity, usability, and cost.
HA: At BMS we have been well aware historically of the limitations of scale beyond 2,000 L for single-use facilities. As such, our strategy and focus have been to develop high productivity processes that enable larger batch output and cost effective processes even at this scale. This approach enables filing and launch even at the 2,000 L scale.
AH: We propose the adoption of parallel processing, or intensified processing or even continuous processing. In the case of process intensification and continuous processes, essentially more product will be made from the same single-use consumable sets (for example, bioreactors, tubing, columns or membrane absorbers, intermediate storage bags, etc.) thereby reducing the amount of plastic with even higher drug product outcome. Parallel processing will also minimize negative impacts in case of failure.
GEN: Polymer leachates are an especially difficult problem, as cross-linking agents leached from hoses can alter the protein structure of the target molecules with extremely serious consequences. What approaches is your company employing to monitor and test for these agents and to prevent their occurrence?
HP: As a supplier, our responsibility relies on the choice of high quality raw materials, including resins and adequate curing agents. We have in place strong supplier management, well-controlled and validated manufacturing processes, detailed characterization of extractable profiles, and proper change control processes. When relevant, analytical testing is performed to verify on a lot by lot basis, so that materials comply with compendial extractables requirements. This can be initiated at the supplier or end-user level. On the end-user side, bioprocessing must be run within the operating specification of the single-use system (according to its design workspace).
AB: We have a safety quality process in place to assess and evaluate materials brought into our single-use materials library. We validate our materials for extractables after gamma sterilization and follow the recommendations of industry guidance from BPOG on extractables as listed above.
AH: There exists the general problem that leachables of contact materials may interact with the product. This effect is not isolated to single-use equipment. In fact, classical stainless-steel devices may release leachates such as metal ions which can interact with proteins, according to cases reported in the literature. This issue can only be resolved by a strong collaboration between suppliers of single-use equipment and the biopharmaceutical industry. The impact of leachables but also process conditions (shear stress) on protein aggregation can be very different and strongly dependent on the protein. There is no specific, standard test available. All parties involved, but especially the pharmaceutical industry with their expert view and detailed knowledge, must be sensible with this topic and should share information if they observe such an effect.
This can only be solved in a strong partnership and suppliers have already responded by developing products, for example, that don’t contain cross-linking agents. A prominent case is platinum-cured silicone tubing which does not contain the degradant 2,4‐dichlorobenzoic acid of a cross-linking agent used in peroxide cured silicone tubing. Additionally, we are currently working on recommendations of how to rinse certain devices and eventually equilibrate them before use to minimize leachables significantly and reduce the risk of a protein alteration.
To evaluate whether a specific contact material can alter a product, we recommend that it be investigated directly in the process-qualification by the biopharmaceutical manufacturer. To this end, our company provides detailed extractables data, which can be used to detect potential critical compounds (for example) in the DQ or IQ phase.
John Morrow, Jr., PhD ([email protected]), is president of Newport Biotechnology Consultants. He is also the co-editor of “Biosimilars of Monoclonal Antibodies: A Practical Guide to Manufacturing, Preclinical, and Clinical Development, published by John Wiley and Sons.
